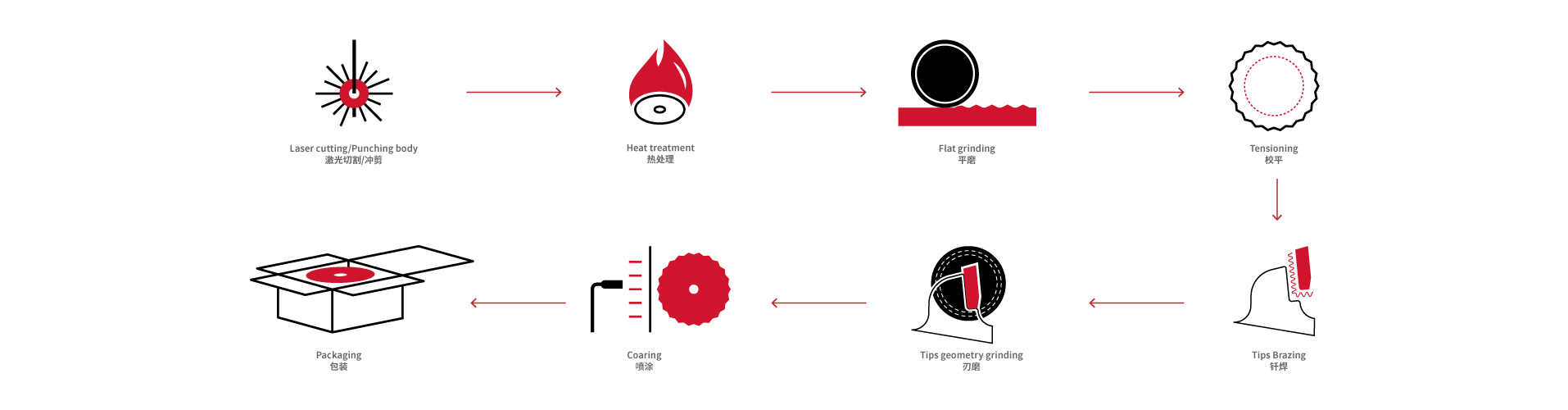

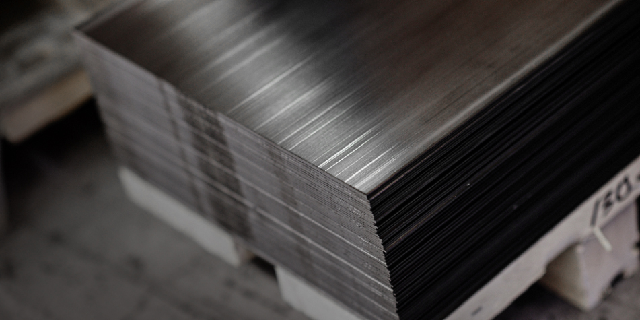
選用(yòng)最高品質(zhì)的鋼闆并在增強強度和穩定性方面取得平衡。鋼闆經過激光割并根據鋸片的應用(yòng)範圍通過回火達到正确的硬度。很(hěn)重要的一點是,通過合理(lǐ)的熱處理(lǐ)工(gōng)藝,使硬度、韌度和平面度相互協調。刀(dāo)體(tǐ)過硬,則在高壓力下容易開裂;刀(dāo)體(tǐ)過軟,則在剪切力作(zuò)用(yòng)下容易折彎。
2859 09-14 日東工(gōng)具(jù)
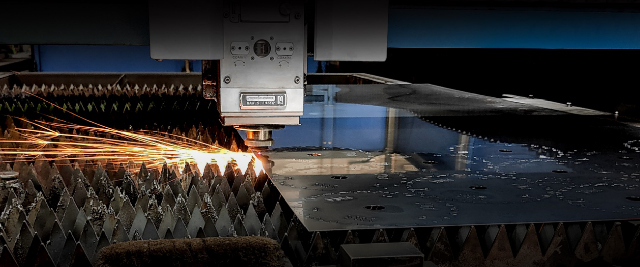
刀(dāo)體(tǐ)切割路徑由CAD導入并生成,通過特殊模塊可(kě)以自動計算并進行多(duō)工(gōng)件路徑組合優化,從而降低鋼闆的浪費。庫存有(yǒu)各式各樣的鋼闆厚度和尺寸,從而對應不同的鋸片應用(yòng)設計。
2782 06-14 日東工(gōng)具(jù)

回火是鋸片生産(chǎn)過程中(zhōng)最重要的其中(zhōng)一道工(gōng)序。通過把刀(dāo)體(tǐ)加熱至430℃左右并通宵維持,釋放刀(dāo)體(tǐ)材料中(zhōng)的應力。每款刀(dāo)體(tǐ)都有(yǒu)特定設計的刀(dāo)體(tǐ)硬度,并且通過調整爐溫來達到。
2442 03-23 日東工(gōng)具(jù)

為(wèi)了提升平面度,通過使用(yòng)刀(dāo)口尺和錘子來使鋸片平整。 這項熟練的工(gōng)作(zuò)需要很(hěn)多(duō)年才能(néng)學(xué)會。 校平工(gōng)序的好與壞,确定了鋸片的平面度,跳動以至切割結果。
2753 03-15 日東工(gōng)具(jù)

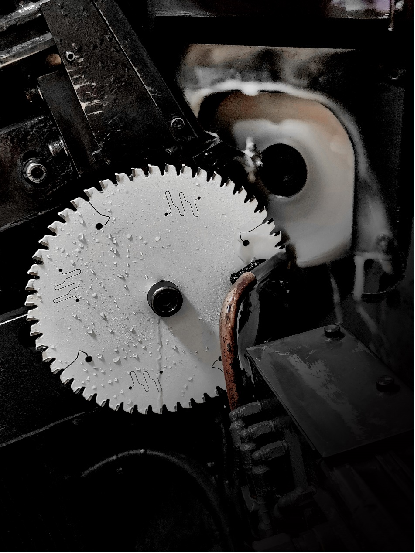
為(wèi)了獲得絕對最佳的釺焊效果,必須保證硬質(zhì)合金刀(dāo)頭和刀(dāo)體(tǐ)焊接表面的絕對清潔。 否則,釺焊所使用(yòng)的銀焊料不會達到良好的附着力效果。 所以清潔鋸體(tǐ)上的齒座(合金刀(dāo)頭被焊接的接觸表面),我們采用(yòng)金剛砂的噴砂方法。
2705 08-23 日東工(gōng)具(jù)
多(duō)年來,日東工(gōng)具(jù)生産(chǎn)了超過3000種不同型号的鋸片,鋸片的切口差異很(hěn)大(從1.0mm到4.2mm不等)。盡管有(yǒu)全面的鋼闆庫存,但也不可(kě)能(néng)存放所有(yǒu)鋼闆規格。 因此,表面研磨/磨床工(gōng)藝用(yòng)于将鋼闆的厚度調整到需求的尺寸。
2118 12-01 日東工(gōng)具(jù)

2020年特别訂制引入的第二代大型工(gōng)藝靜電(diàn)噴塗線(xiàn),專用(yòng)于進行不粘塗層的靜電(diàn)噴塗作(zuò)業。
2188 07-07 日東工(gōng)具(jù)
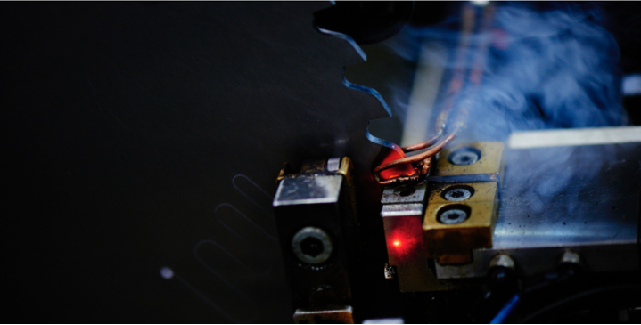
釺焊工(gōng)藝的原理(lǐ),是使用(yòng)銀焊料将硬質(zhì)合金刀(dāo)體(tǐ)焊接在刀(dāo)體(tǐ)的齒座上。 通常使用(yòng)了銀焊料從形狀來分(fēn)類有(yǒu)焊絲、焊片和三明治焊片,并且按不同的含銀量劃分(fēn),這是一項精(jīng)準的操作(zuò)作(zuò)業。在焊接的過程中(zhōng)合金刀(dāo)頭會被加熱到超過700°C,這要求合金在受熱過程中(zhōng)被穩定夾持。日東 工(gōng)具(jù)使用(yòng)全自動焊接設備和機器手臂裝(zhuāng)載,以實現高效生産(chǎn)。
4183 11-08 日東工(gōng)具(jù)
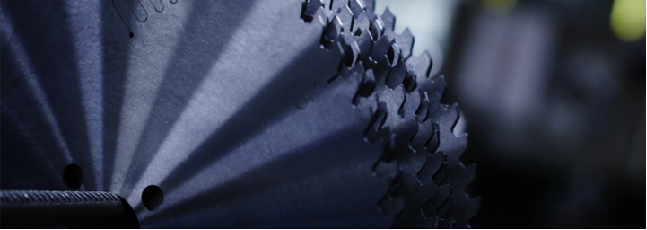
為(wèi)獲得良好的切割效果,必須對合金刀(dāo)頭進行研磨加工(gōng)(刃磨)。合金刀(dāo)頭的所有(yǒu)外露表面都要進行研磨,并且也根據鋸片的應用(yòng)對象在角度和齒型方面予以不同的加工(gōng)。
2778 07-07 日東工(gōng)具(jù)


